欢迎您访问郑州宏宇铸造,专业生产生铁机械配件、铸钢件、合金耐磨件,高络合金锤头、砂型工艺铸件等!
 全国咨询热线:
17638107999
全国咨询热线:
17638107999
全国咨询热线:
17638107999
全国咨询热线:
17638107999


 新闻资讯
新闻资讯照GB/T 1.1-2009 《标准化工作导则 第 1 部分:标准的结构和编写规则》给出的规则起草。
本标准由中国铸造协会提出并归口。
本标准起草单位:中国铸造协会。
本标准 2019 年 09 月 11 日为首次发布。
铸造企业规范条件
1 范 围
本标准规定了铸造企业的建设条件与布局、企业规模、生产工艺、生产装备、质量管控、能源消耗、环境保护、安全生产及职业健康和监督管理。
本标准适用于《国家经济行业分类》中C 3391黑色金属铸造和 C 3392 有色金属铸造企业(含主机厂内铸造车间)。采用“短流程”铸造工艺的铸铁件生产企业其炼铁高炉及其配套烧结机、球团竖炉等装备不适用本标准;采用“短流程”铸造工艺的铸铝件生产企业其铝合金集中熔化炉等装备不适用本标准。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 4754 国家经济行业分类
GB/T 5611 铸造术语
GB/T 19001 质量管理体系要求
GB/T23331 能源管理体系要求
GB/T 24001 环境管理体系要求及使用指南
GB/T 28001 职业健康安全管理体系要求
IATF 16949 汽车行业质量管理体系要求
GJB 9001B 质量管理体系要求
T/CFA 0303.1 质量管理体系 铸造企业认证要求
《打赢蓝天保卫战三年行动计划》(国发〔2018〕22号)
《关于重点区域严禁新增铸造产能的通知》(工信厅联装[2019]44号)
3 术语和定义
GB/T 5611及以下界定的术语和定义适用于本文件。
新建企业 new facility
2018年6月27日之日起环境影响评价文件通过审批的新建、改建和扩建铸造工业建设项目的企业。
现有企业 existing facility
2018年6月27日之前已建成投产或环境影响评价文件已通过审批的铸造工业建设项目的企业。
环保重点区域 key environmental protection areas
国务院《打赢蓝天保卫战三年行动计划》(国发〔2018〕22号)指定的重点区域。
艺术铸造企业art casting enterprises
以铸造为主要工艺,生产具有艺术价值的产品的企业。
4 建设条件与布局
4.1 企业的布局及厂址的确定应符合国家相关法律法规、产业政策以及各地方政府装备制造业和铸造行业的总体规划要求。
4.2 企业生产场所应依法取得土地使用权并符合土地使用性质。
4.3 环保重点区域新建或改造升级铸造项目建设应严格执行工业和信息化部办公厅、发展改革委办公厅和生态环境部办公厅联合发布的《关于重点区域严禁新增铸造产能的通知》。
5 企业规模
5.1 艺术铸造企业规模不设立指标要求。
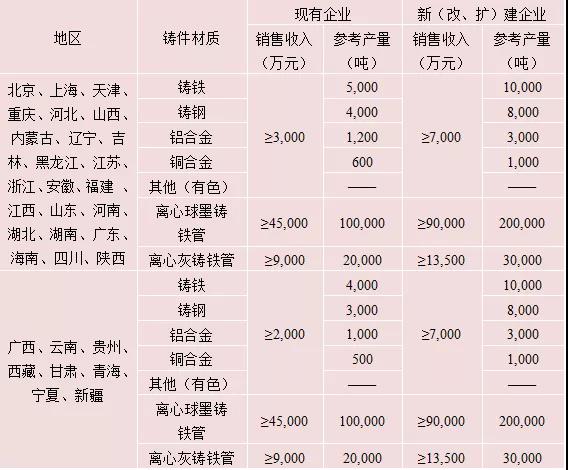
5.2 现有企业及新(改、扩)建企业上一年度(或近三年)其最高销售收入应不低于表1的规定要求。
表1 企业生产规模
6 生产工艺
6.1 企业应根据生产铸件的材质、品种、批量,合理选择低污染、低排放、低能耗、经济高效的铸造工艺。
6.2 企业不应使用国家明令淘汰的生产工艺。不应采用粘土砂干型/芯、油砂制芯、七〇砂制型/芯等落后铸造工艺;粘土砂批量铸件生产企业不应采用手工造型;水玻璃熔模精密铸造企业模壳硬化不应采用氯化铵硬化工艺;铝合金、锌合金等有色金属熔炼不应采用六氯乙烷等有毒有害的精炼剂。
6.3 采用粘土砂工艺批量生产铸件的现有企业不应采用手工造型。
6.4 新建粘土砂型铸造项目应采用自动化造型;新建熔模精密铸造项目不应采用水玻璃熔模精密铸造工艺。
7 生产装备
7.1 总则
7.1.1 企业不应使用国家明令淘汰的生产装备,如:无芯工频感应电炉、0.25吨及以上无磁轭的铝壳中频感应电炉等。
7.1.2 现有企业的冲天炉熔化率不应小于5吨/小时(环保重点区域铸造企业冲天炉熔化率应大于5吨/小时)。
7.1.3 新建企业不应采用燃油加热熔化炉;非环保重点区域新建铸造企业的冲天炉熔化率应不小于7吨/小时;
7.2 熔炼(化)及炉前检测设备
7.2.1 企业应配备与生产能力相匹配的熔炼、保温和精炼设备,如冲天炉、中频感应电炉、电弧炉、精炼炉(AOD、VOD、LF炉等)、电阻炉、燃气炉、保温炉等。
7.2.2 熔炼、保温和精炼设备炉前应
配置必要的化学成分分析、金属液温度测量等检测仪器。
7.2.3 大批量连续生产铸铁件的企业宜采用外热送风水冷长炉龄大吨位(10吨/小时以上)冲天炉。
7.3 造型、制芯及成型设备
企业应配备与产品及生产能力相匹配的造型、制芯及成型设备(线),如粘土砂造型机(线)、树脂砂混砂机、壳型(芯)机、铁模覆砂生产线、水玻璃砂生产线、消失模/V法/实型铸造设备、离心铸造设备、冷/热室压铸机、低压铸造机、重力铸造设备、挤压铸造设备、差压铸造设备、熔模铸造设备(线)、冷/热芯盒制芯机(中心)、制芯中心、快速成型设备等。
7.4 砂处理设备和旧砂处理设备
7.4.1 采用砂型铸造工艺的企业应配备完善的砂处理设备和旧砂处理设备,各种旧砂的回用率应达到表2的要求。
7.4.2 采用水玻璃砂型铸造工艺的企业宜配置合理再生设备。
7.4.3 采用砂型铸造工艺的大型企业或企业较为集中的地区(园区)宜建立废砂再生集中处理中心。
表2 旧砂回用率
旧砂回用率
7.5 企业或所在产业集群(工业园区)应具备与其产能和质量保证体系相匹配的试验室和必要的检测设备。
8 质量控制
8.1 企业应按照GB/T 19001(或IATF 16949、GJB 9001B)等标准要求建立质量管理体系、通过认证并持续有效运行,有条件的企业可按照T/CFA 0303.1的标准要求开展铸造行业的质量管理体系升级版认证。
8.2 企业应设有质量管理部门,配有专职质量监测人员,建立健全的质量管理制度并有效运行。
8.3 铸件的外观质量(尺寸精度、表面粗糙度等)、内在质量(化学成分、金相组织等)及力学性能等应符合规定的技术要求。
9 能源消耗
9.1 企业应建立能源管理制度,可按照GB/T23331标准要求建立能源管理体系、通过认证并持续有效运行。
9.2 新(改、扩)建铸造项目应开展节能评估和审查。
9.3 企业的主要熔炼设备按其熔炼不同金属应满足表3~表9的规定。
表3 冲天炉熔炼铸铁的能耗指标(1480℃)
冲天炉熔炼铸铁的能耗指标(1480℃)
表4 中频无心感应电炉熔炼铸铁的能耗指标(1500℃)
中频无心感应电炉熔炼铸铁的能耗指标(1500℃)
表5 中频无心感应电炉熔炼(普通碳钢)的能耗指标(1600℃)
中频无心感应电炉熔炼(普通碳钢)的能耗指标(1600℃)
表6 感应电炉熔化铝合金的能耗指标(720℃)
感应电炉熔化铝合金的能耗指标(720℃)
表7 电弧炉熔炼(普通碳钢)的能耗指标(1600℃)
电弧炉熔炼(普通碳钢)的能耗指标(1600℃)
表8 电阻炉熔化铝合金能耗指标(720℃)
电阻炉熔化铝合金能耗指标(720℃)
表9 燃气铝合金熔化炉能耗指标(720℃)
燃气铝合金熔化炉能耗指标(720℃)
10 环境保护
10.1 企业应遵守国家环保相关法律法规和标准要求,并按要求取得排污许可证。
10.2 企业应配置完善的环保处理装置,废气、废水、噪声、固体废弃物、危险废弃物等排放与处置措施应符合国家及地方环保法规和标准的规定。
10.3 企业可按照GB/T 24001标准要求建立环境管理体系、通过认证并持续有效运行。
11 安全生产及职业健康
11.1 企业应遵守国家安全生产相关法律法规和标准要求,建立健全安全设施并有效运行。
11.2 企业应遵守国家职业健康相关法律法规和标准要求,建立健全职业危害防治设施和职业卫生管理制度并有效运行,应对从事有害工种的员工定期进行体检,被检率应达100%。
11.3 企业可按照GB/T 28001标准要求建立职业健康安全管理体系、通过认证并持续有效运行。
11.4 特种作业人员、特种设备操作人员、计量人员、理化检验人员及无损探伤等特殊岗位的人员应具有经相应的资质部门颁发的资格证书,持证上岗率应达100%。
12 监督管理
12.1 中国铸造协会按照《铸造企业规范条件实施管理办法》,对符合本标准的企业实行公告管理。
12.2 鼓励地方政府相关部门参照本标准对区域内企业进行监督管理。
免责声明:
本文所载内容系网络资料,无法联系版权所有人,如文章文字、图片存在侵权行为,烦请联系本站运营人员,QQ号:2306385567,我们会予以删除!
我们有专业的定制开发团队,可以根据实际的需求来量身订造的轴承应用解决方案。从方案指定,确定方案,订单生产,全程贴心服务。如果有需要,请拨打17638107999电话,我们将尽快安排专业的人员联系您。









